【萬代 営業マンの知恵袋】お客様との打ち合わせから学んだ「シャフト選定」のリアル

はじめまして!株式会社萬代のナンシーです。
いつもは営業としてお客様の元へ足を運んでいますが、今日から「ブログ」という新しい挑戦を始めることにしました!
正直、文章を書くのは少し緊張していますが、日々の仕事の中で出会う「ものづくりの面白さ」や「技術の深さ」を皆さんともっと共有したいと思い、ペン(キーボード)を取りました。
不慣れな挑戦に少しドキドキしていますが、楽しみながら更新していこうと思います。
「え~!?本当に!?」という気持ちを抑えつつ、できれば温かい目で見守っていただけると幸いです!
萬代のお悩み解決事例はコチラ!

さて、私が書く初めてのブログのテーマは、「シャフトの選定」
先日、設計担当者様からご相談をいただいた案件について、ご注文をいただくまでの経緯を詳しく書いてみたいと思います。
改めて今回ご紹介させていただくシャフト案件ですが、実は別の案件から始まりました。
その内容を以下のブログに記載しておりますので、ぜひご覧ください!!
以前ご紹介した「グラビティ鋳造で見落としがちな3つの注意点」について
- エジェクターピン跡
- カジリ
- ヘリサート挿入部の対称度管理
など、図面だけでは見えない品質課題を解決するために、加工業者さんと一緒に製造現場を確認し、原因と対策をすり合わせていました。
その姿勢をご評価いただいたのか、打ち合わせ後にお客様からこんな一言をいただきました。
「萬代さんにシャフトの製作をお願いすることってできるんですか?」
この瞬間
“信頼は一つの案件について真摯に取組むことから生まれる”
ということを実感しました。
萬代のお悩み解決事例はコチラ!
後日・・・打合せ時にお見せいただいた図面がこちらです!
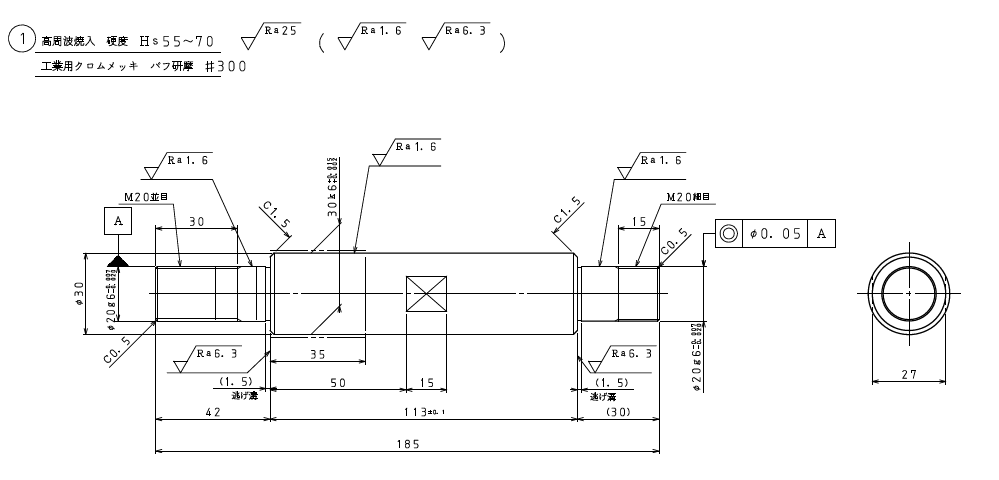
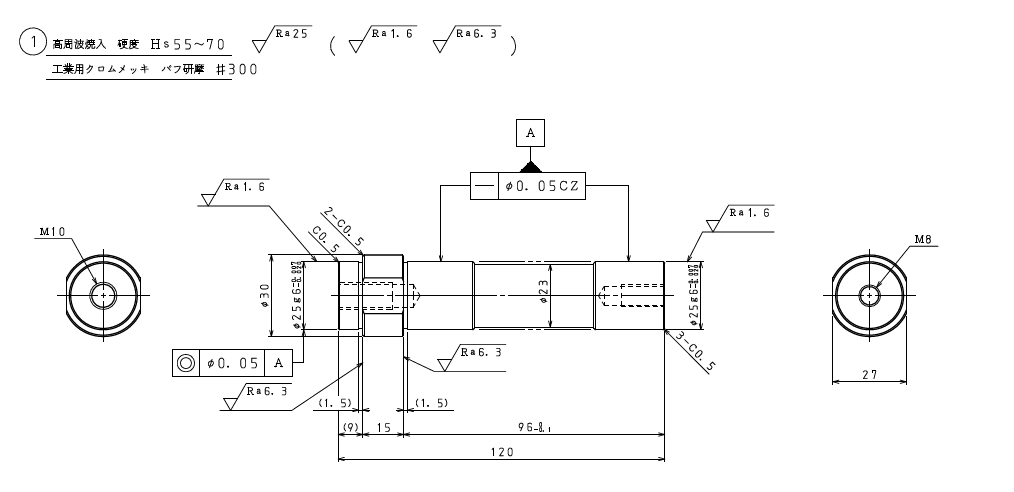
- 材質:S45C
- 焼入硬度:HS55~70(※HRC換算で約35~50程度)
- 表面仕上げ:バフ研磨 #300
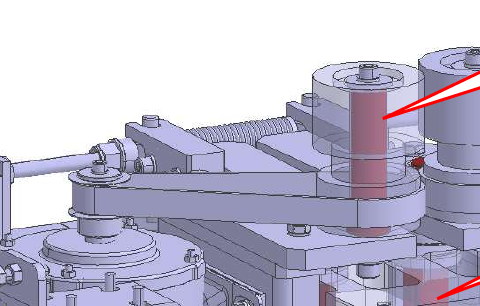
用途をお聞きすると、このシャフトはベルト駆動で回転するローターの回転軸でした。
折れたり摩耗したりすると、装置全体の稼働がストップしてしまう…。非常に重要な部品です。
さらに・・・
「実は・・・社内規定の硬度では破損する懸念があるので、改めて使用用途に応じた仕様を再検討したい」
というご相談をいただきました。
折れたり摩耗したりする懸念事項を払しょくするため、以下のポイントについて提案させていただきました。
- 材質の選定
- 熱処理方法
1.材質の選定
まずS45CからSUJ2(高炭素クロム鋼)への材質変更を提案させていただきました。
理由は2つ。
①加工先との相性
仕入先様はベアリング・ボールねじを主力とするメーカー。SUJ2の取扱量が多く、材料在庫・熱処理条件・加工ノウハウが確立されています。
材料費のみで考えると・・・市場価格ではS45Cの方がSUJ2よりもコストが安く済みます。
ですが、上記で述べたように、仕入先様の取扱い量、加工ノウハウにより、S45CよりもSUJ2の方がコストメリットを出せる状況でした。
材料単価だけでなく、「そのメーカーが最も得意な材料かどうか」は、コストに大きく影響します。
②耐摩耗性の向上
SUJ2は炭素量が約1.0%と高く、全体焼入れでHRC60~64程度まで硬化します。
一方、S45Cの全体焼入れではHRC45~50程度が一般的です。
| 材質 | 焼入後硬度(目安) |
|---|---|
| S45C | HRC45~50 |
| SUJ2 | HRC60~64 |
回転軸として使用する今回の用途では、耐摩耗性の向上が期待できるSUJ2は合理的な選択でした。
2.熱処理方法
SUJ2は通常、全体焼入れ+焼戻しで使用されます。芯まで硬くすることで転がり疲労の軽減など多くの耐性を持たすことができる材質です。
しかし今回はあえて、高周波焼入れをご提案しました。
高周波焼入れは、
- 表面のみ急速加熱
- 急冷
- 表面だけマルテンサイト化
する処理です。
これにより、
- 表面:高硬度(耐摩耗)
- 内部:粘りを残す(靭性)
という構造を作ることができます。
さて、今回の用途は「転がり疲労」ではなく、回転軸としての摩耗の軽減+強度が重要となります。
そのため、表面は硬く、芯は粘らせるという設計思想が適していました。
ただし、SUJ2は炭素量が高いため・・・
- 焼き割れ
- 微細クラック
- 段差部からの欠け
のリスクがあります。
リスク軽減のためには・・・
・ 硬度はHRC55~60を目安に抑制
・低温焼戻しを実施
・段差部・溝部は硬化範囲外に設定
といった条件設計を行う必要があります。
単に「高周波でお願いします」ではなく、硬化範囲・硬度・後処理まで含めて検討することが重要です。
萬代のお悩み解決事例はコチラ!
また、材料は「スペックが高い方が良い」わけではありません。
S45CもSUJ2も、それぞれ得意分野があります。
重要なのは、
- 何に負けて壊れるのか?
- 摩耗か?疲労か?
- 加工業者はどの材料を得意としているか?
を整理すること。
そして、
材質 × 熱処理 × 加工先の強み
この3つを組み合わせて最適解を作ることが、われわれ商社としての役割だと感じました。
次回はどのような種類の熱処理があるのかを調べた結果を詳しくご紹介したいと思います!
株式会社萬代へは、LINEまたはZoomでもお問い合わせいただけます。
すぐに商談を行いたい!ざっくりとした見積を知りたい!こんな部品でも対応可能?などにご対応いたします。
お気軽にお問い合わせください。